آهن رجال | بازار آهن ایران
قمیت میلگرد | قیمت آهن | قیمت نبشی و ناودانی | قیمت محصولات مفتولی | قیمت قوطی و پروفیل | قیمت ورق | مهندسین مشاور ساختمانآهن رجال | بازار آهن ایران
قمیت میلگرد | قیمت آهن | قیمت نبشی و ناودانی | قیمت محصولات مفتولی | قیمت قوطی و پروفیل | قیمت ورق | مهندسین مشاور ساختمانرواداری میلگرد
رواداری میلگرد در بریدن و کارگذاشتن
 رواداری
رواداری
رواداری میلگرد به مفهوم میزان انحراف مجاز موقعیت میلگرد نسبت به محل های تعیین شده در نقشه ها می باشد.
تمام میلگردها باید بر اساس اندازه و اشکال مشخص شده در نقشه ها و دستورالعمل ها بریده شده و دقیقا در محل های مورد نظر به نحوی نصب گردند که در طول عملیات بتن ریزی و تراکم هیچگونه تغییری در محل آنها احداث نشود.
بریدن و کارگذاردن آرماتور باید در حد رواداری های مندرج در مشخصات فنی خصوصی و سایر مدارک قرارداد صورت گیرد.
انواع رواداری بریدن میلگرد
- طول میلگرد ۲۵ میلی متر (افزایش یا کاهش)
- مجموعه ابعاد خاموت ۱۲ میلی متر (افزایش یا کاهش)
- خمها ۲۵ میلی متر (افزایش یا کاهش)
انواع رواداری بستن و کارگذاشتن میلگرد
کاهش ضخامت پوشش بتن نسبت به مقادیر تعیین شده در نقشه ها، حداکثر ۸ میلی متر است و در هیچ مورد نباید ضخامت پوشش از ۲/۳ میزان تعیین شده کمتر شود.
انحراف موقعیت میلگرد ها نسبت به محل های تعیین شده در نقشه ها، برای قطعات خمشی، دیوارها و ستون ها به شرح زیر است:
- برای بعد کمتر و مساوی ۲۰۰ میلی متر ۸ میلی متر (افزایش یا کاهش)
- برای بعد بین ۲۰۰ میلی متر تا ۶۰۰ میلی متر ۱۲ میلی متر (افزایش یا کاهش)
- برای ابعاد بزرگتر و مساوی ۶۰۰ میلی متر ۲۰ میلی متر (افزایش یا کاهش)
انحراف فاصله جانبی بین میلگردها نسبت به فاصله مشخص شده در نقشه ۳۰ میلی متر (افزایش یا کاهش) می باشد.
انحراف موقعیت طولی خم ها و انتهای میلگرد ها، ۵۰ میلی متر (افزایش یا کاهش) می باشد.
انحراف موقعیت طولی خم ها و انتهای میلگردها در انتهای ناپیوسته قطعات ۲۰ میلی متر (افزایش یا کاهش) می باشد.
بازرسی و نظارت
قبل از شروع عملیات نصب و جا گذاشتن آرماتورها دستگاه نظارت قالب ها را از نظر ابعاد، محل و رقوم، مورد بازرسی و کنترل قرار خواهد داد. قبل از بتن ریزی، عملیات بستن و کارگذاشتن آرماتورها از نظر قطر، تعداد، شکل، فواصل و استحکام با توجه به ضوابط و رواداری های مجاز کنترل می شود. پس از اطمینان از اجرای صحیح، دستور بتن ریزی صادر خواهد شد. مندرجات آیین نامه بتن ایران در مورد بازرسی و نظارت بر عملیات تهیه، حمل و نصب آرماتورها در بتن آرمه، اجباری است.
آهن باکس مرجع آنلاین قیمت میلگرد
اورلب میلگرد
روش های اورلب میلگرد
اورلب میلگرد به سه روش انجام می شود:
- وصله های پوششی
- اتصالات مکانیکی
- وصله های جوشی
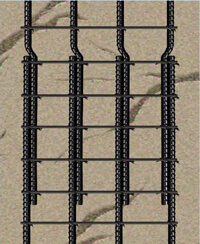
وصله های پوششی: معمول ترین روش وصله آرماتورها در صورتی که شرایط اجازه دهد و کلیه ملزومات ارضا گردد، استفاده از وصله پوششی است. آرماتور ها ممکن است در تماس با هم باشند یا از هم فاصله داشته باشند.
نحوه اورلب میلگرد در تماس با هم بدلیل اینکه توسط سیم آرماتوربندی در مقابل جابجایی حین بتن ریزی استحکام بیشتری دارند، ترجیح داده می شود. در وصله پوششی(نحوه اورلب بدون تماس)، آرماتورها نباید فاصله زیادی از هم داشته باشند تا بین آنها ترک زیگزاگی ایجاد نشود.
آیین نامه های طراحی و مشخصات فنی فاصله آرماتورها را در این روش اورلب کردن محدود می نمایند. به عنوان مثال طبق آیین نامه جدید ACI318 فاصله مذکور نباید از یک پنجم طول وصله و نه از ۱۵ سانتی متر تجاوز نماید و همچنین فاصله حداقل بین میلگرد ها در محل تماس در این روش ۵ سانتی متر می باشد.
 وصله پوششی
وصله پوششی
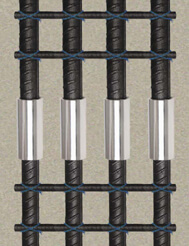
اتصالات مکانیکی: هنگامی که اورلب به روش وصله های پوششی غیر اقتصادی ویا غیر عملی(به دلایلی مانند زیاد بودن طول اورلب، محل درزهای اجرایی وغیره) باشد، باعث تراکم یا مسائل خاصی در آرماتورگذاری شود می توان از اتصالات مکانیکی استفاده نمود.
ابزارهای اتصال مکانیکی در دسترس برای اتصال به این روش عبارتند از:
- پیچ کردن
- غلاف های جفت کننده پر شده از فولاد
- غلاف های جفت کننده پر شده از گروت
- درگیر کردن یا اصطکاک

وصله های جوششی:آیین نامه های طراحی مقاومت لازم برای روش اورلب میلگرد بصورت وصله جوششی را تعیین نموده است. برای فولادهای دارای ترکیبات شیمیایی متفاوت روش های مختلف جوشکاری وجود دارد، زیرا حرارت جوشکاری اثرات متفاوتی بر روی هر کدام دارد.روش لازم برای جوشکاری جهت تامین جوش های سالم و بدون ترک بستگی به ترکیبات شیمیایی آرماتورها دارد. روش مناسب برای یک نوع ترکیب شیمیایی می تواند برای ترکیب دیگر از همان رده مقاومتی فولاد کاملا نامناسب باشد.لذا قبل از انتخاب روش جوشکاری تعیین ترکیب فولاد یک ضرورت اساسی است.

معمول ترین روش جوشکاری دستی در کارگاه، جوش قوس الکتریکی است. حرارت جوشکاری توسط قوس الکتریکی بین آرماتورها و الکترود تامین می شود. الکترود مصرفی باید با دقت انتخاب شود.جوش مقاومتی فقط در ساخت آرماتورها در کارخانه بخصوص شبکه سیمی جوش شده و شبکه های میلگرد مورد استفاده قرار می گیرد.اتصال میلگردها از طریق جوشکاری با روش های مختلف مانند جوش نوک به نوک، خمیری یا جوش ذوبی با الکترود با دستور و موافقت قبلی دستگاه نظارت مجاز می باشد.
نکات کارگاهی در مورد اورلب میلگرد
- محل اورلب میلگردهای تحتانی قطعات خمشی مانند تیرهای سقف در یک سوم کناری ازبر تکیه گاه تیر و اورلب میلگرد های فوقانی قطعه خمشی مانند تیرهای سقف در وسط دهانه یا یک سوم میانی بایستی اجرا گردد.
- در صورت مشخص نشدن طول اورلب در نقشه های اجرایی حداقل طول اورلب بایستی به اندازه ۵۵ برابر قطر میلگرد اجرا گردد.
نحوه آرماتورگذاری در قطعات بتنی
آرماتورگذاری یا بعبارتی دیگر جاگذاری دقیق آرماتورها در قطعات بتنی دارای اهمیت زیادی است. آرماتورها باید در موقعیت صحیح خود مطابق نقشه های طراحی محکم شده، قبل از بتن ریزی بسته و نگاه داشته شوند و در مقابل جابجایی، در محدوده رواداری های تعیین شده در مشخصات پروژه مهار گردند.
معمول ترین طریقه بستن میلگردها به یکدیگر در مبحث آرماتورگذاری، استفاده از سیم آرماتوربندی است. معمولا سیم نرم شده به قطر حدود ۱ تا ۱/۵۰ میلی متر مورد استفاده قرار می گیرد و حدود ۸ تا ۱۰ کیلوگرم سیم به ازای هر تن آرماتور مورد نیاز است.
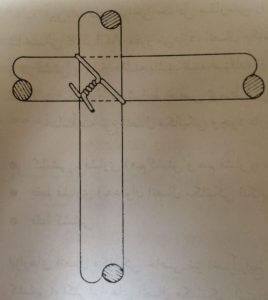
در آرماتورگذاری به منظور جلوگیری از جایجایی، آرماتورها در نقاط تقاطع کافی به یکدیگر بسته می شوند و نیازی به بستن سیم در همه تقاطع ها نمی باشد. بستن سیم های آرماتوربندی فقط به منظور نگهداری آرماتورها قبل از بتن ریزی است و هیچ افزایش مقاومتی برای سازه ایجاد نمی نماید.
یک نمونه از وضعیت بستن میلگردها توسط سیم بصورت اصولی در شکل زیر نشان داده شده است.
مشخصات فنی پروژه باید شامل ضوابطی برای حمل، انبار و آرماتورگذاری میلگرد های پوشش دار به منظور به حداقل رسانیدن اسیب به پوشش آنها باشد.همچنین حدود مجاز اسیب ناشی از حمل و نقل و عملیات اجرایی آرماتورگذاری و در صورت نیاز تعمیر پوشش آسیب دیده نیز باید مشخص گردد. ضوابط مربوط به این موارد نیز در آیین نامه ACI301 ارائه شده است.
تمیزکردن آرماتورها قبل از بتن ریزی
آرماتورها را قبل از بتن ریزی و پس از مرحله آرماتورگذاری باید از موادی چون گل و لای، روغن و سایر مواد خارجی که ممکن است پیوستگی آن را با بتن کاهش دهد، پاک نمود. آثار کارخانه ای و یا لایه نازک زنگ روی آرماتور معمولا قابل ملاحظه نیستند.
زنگ های پوسته ای و ورقه ای جدا شده را که در پیوستگی تاثیر می گذارند باید با خراشیدن و اعمال ضربه(نظیر انداختن، چکش زدن، لرزاندن)، برس زدن یا درصورت امکان با ماسه پاشی، از روی آرماتورها زدود.لازم نیست به سطح براق فلز برسیم، کافی است پوسیدگی و زنگ های پوسته شده و جدا شده را پاک نمود.
هرگونه خاک و گل روی آرماتور باید با شست و شو از سطح آن پاک شود. ملاتی که کاملا سخت به آرماتور چسبیده و نمی توان با برس سیمی و با شدت آن را جدا نمود، نیازی به پاک کردن ندارد و می تواند بر روی آرماتور باقی بماند.
با استفاده از مشعل گاز پروپان می توان روغن و گریس را از سطح آرماتور پاک نمود اما باید دقت کرد آرماتورها بیش از حد حرارت داده نشوند. همچنین می توان چربی ها را با ماده کروزین یا همان نفت سفید یا گازوئیل باا احتیاط لازم در کاربرد این مواد، پاک نمود.
به هنگام روغن کاری سطح قالب ها، ممکن است روغن روی آرماتورها بچکد لذا لازم است که در مبحث قالب بندی پس از آرماتورگذاری دقت بیشتری انجام شود. به هر حال اگر روغن قالب تبخیر شود یا لایه بسیار نازکی پوشش شود چندان مضر نیست اما اگر پوشش ضخیمی از روغن روی آرماتور ایجاد شود باید پس از آرماتورگذاری و قبل از بتن ریزی آنها را پاک نمود.
مبحث آرماتورگذاری یکی از مسائل مهم اجرایی در ساخت قطعات بتن آرمه می باشد که قصور در انجام آن و عدم رعایت ضوابط و اصول صحیح آرماتورگذاری می تواند در مقاومت و پایایی قطعات ساخته شده تاثیرات سوئی بجا گذارد.
آرماتور و نقش آن در بتن مسلح
آرماتور یا همان میلگرد فولادی در بتن مسلح نقش بسزایی در صنعت ساخت و ساز برعهده دارد. بتن ذاتا شکننده، مقاوم دربرابر فشار ولی ضعیف در عملکرد کششی و فاقد شکل پذیری لازم می باشد.
از طرف دیگر میلگردهای فولادی باریک، علی رغم مقاوم بودن در کشش و کاملا شکل پذیر بودن، قادر به تحمل بارهای فشاری قابل ملاحظه ای نیستند.
ترکیب این دو عنصر به گونه ای است که بارهای کششی توسط میلگرد فولادی در نواحی کششی قطعات و بارهای فشاری توسط بتن تحمل می گردد. شکل های اصلی تقویت کننده های استاندارد بتن شامل میلگردآجدار،شبکه سیمی جوش شده و سیم های بافته شده می باشند.
نحوه ساخت آرماتور
میلگرد فولادی یا همان آرماتور در سازه های بتن مسلح، محصولی از کارخانه نورد گرم است. تولید این محصول از شمش فولادی یا در برخی موارد مقطعی شمش مانند بریده شده از فولاد ریل خط آهن آغاز می گردد. شمش تا دمای سرخ شدن حرارت داده شده و از میان غلتک های متوالی ماشین نورد، عبور داده می شود.
هربار عبور باعث کاهش سطح مقطع عرضی و طویل تر شدن میله حاصله می گردد. شمش تا حد اندازه میله مورد نیاز کوچک می شود. آخرین سری غلتک ها کنده کاری عمیق شده اند تا آج های استاندارد را بر روی آرماتور ایجاد نمایند.سپس میلگردها به طول استاندارد که معمولا ۱۲ متر می باشند بریده می شوند.
پس از سرد شدن میلگردها در بسته های حدود ۵ تنی که به بندیل معروف هستند بسته بندی شده، برچسب مشخصات برای شناسایی زده می شود و برای سازنده آرماتور حمل می گردد.
مهندس طراح سازه بتن مسلح، نقشه های سازه را بطور کامل ارائه می دهد.با استفاده از نقشه های طراحی، یک مجموعه جزئیات آرماتور شامل شماره، اندازه، طول و ابعاد خم مربوط به هر قطعه آرماتور و محل قرارگیری آن در سازه استخراج و تهیه می گردد.
نقشه های جزئیات ممکن است توسط طراح سازه و یا سازنده آرماتور بر اساس نقشه های طراحی تهیه می گردد که اصطلاحا به آن لیستوفر آرماتورگفته می شود.در هر حالت عموما سازنده، لیستوفر آرماتور شامل اطلاعات کامل در مورد هر نوع میلگرد مستقیم یا خم کاری شده که باید در کارگاه ساخته شود را فراهم می نماید.
ایده استفاده از آرماتور در سازه های بتن مسلح منجر به اعضای سازه ای می گردد که نه تنها بسیار مقاوم تر از بتن غیرمسلح بوده، بلکه دارای شکل پذیری به مراتب بیشتر می باشد.
بتن مسلح شده با میلگرد فولادی نسبت به دیگر مصالح ساختمانی جهت احداث سازه های اقتصادی ارجحیت یافته است.امروزه استفاده از آرماتور در بتن مسلح یکی از ارکان اساسی در مباحث طراحی و ساخت بوده و همگام با پیشرفت تکنولوژی ساخت،جایگاهی تخصصی به خود ارائه داده است.
میلگرد فولادی
تعاریف و استانداردهای ملی میلگرد فولادی
بسته میلگرد فولادی : عبارتست از دو یا چند کلاف میلگرد فولادی به هم بسته شده و یا تعدادی میلگرد شاخه مستقیم هم قطر و هم شکل و با یک مشخصه.
شماره ذوب: عدد نشاندهنده شماره فرآیند تولید هنگام ساخت فولاد است.
بهر: عبارتست از تعدادی بسته یا مقدار معینی میلگرد هم قطر و هم شکل و با یک مشخصه که تحت شرایطی که یکنواخت فرض می شود تولید می گردد.
محموله: عبارتست از تعدادی بسته میلگرد. مشخصه همه بسته ها باید یکسان، ولی قطر آنها از یک بسته به بسته دیگر می تواند متفاوت باشد.
آج میلگرد: آج عبارتست از برجستگی هایی که بصورت طولی یا در امتدادی غیر از طول میلگرد در هنگام نورد بر روی آن ایجاد می شود.
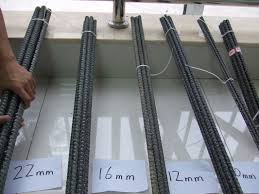
نمره میلگرد: قطر اسمی میلگرد بر حسب میلی متر می باشد.
- فولاد گرم نورد شده

- فولاد سرد اصلاح شده که بر اثر انجام عملیات مکانیکی نظیر پیچانیدن، کشیدن، نورد کردن یا گذرانیدن از حدیده بر روی میلگرد های گرم نورد شده در حالت سرد به دست می آید.
- فولاد گرم اصلاح شده یا فولاد ویژه، که بر اثر انجام عملیات مکانیکی نظیر گرمایش و آب دادن بر روی میلگرد های گرم نورد شده در حالت گرم به دست می آید
طبقه بندی میلگردها از نظر مکانیکی و شکل پذیری
- فولاد نرم ( S240)
- فولاد نیم سخت(S340,S400)
- فولاد سخت(S500)
انواع شکل رویه میلگرد
میلگردهای مصرفی از نظر شکل رویه به سه دسته طبقه بندی می شوند:
- میلگردهای با رویه صاف یا میلگردهای ساده(A1): این نوع رویه فقط در میلگرد S240 به کار برده می شود. این میلگردها فقط می توانند به عنوان میلگرد مارپیچ در سازه های بتن آرمه به کارروند و استفاده از آنها به عنوان میلگرد سازه های غیر از موارد ذکر شده، در سازه های بتن آرمه مجاز نیست.
- میلگردهای یا رویه آجدار، که سایرمیلگردها را شامل می شود. آج ها از نظر شکل بصورت دوکی شکل(آج با مقطع متغیر) یا بصورت یکنواخت(آج با مقطع ثابت) و از نظر امتداد بصورت مارپیچ یا جناقی می باشند.
- میلگرد های با رویه آجدار پیچیده که از پیچانیدن میلگردهای آجدار بدست می آید. در این میلگردها، علاوه بر آج اولیه میلگرد، یک خط مارپیچ بر روی میلگرد نیز به چشم می خورد که هرچه میزان تابانیدن میلگرد بیشتر باشد گام این خط کمتر خواهد بود.

نشانه گذاری و بسته بندی میلگردها
میلگردهای رده S240,S340و S400 با قطر مساوی وکمتر از ۱۲ میلی متر بصورت کلاف و یا بصورت شاخه مستقیم با طول های مساوی بسته بندی می شوند. قطر کلاف میلگرد های کلاف باید حداقل ۲۰۰ برابر قطر میلگرد باشد.
میلگردهای رده S240,S340و S400 با قطر مساوی وبیشتر از ۱۴میلی متر و نیز تمام میلگردهای رده S500 بایستی فقط بصورت شاخه مستقیم با طول های مساوی بسته بندی شوند.
بر روی شاخه های میلگرد آجدار تولیدی، بصورت یک در میان باید علامت مشخصه ای حک شود تا از روی آن نام کارخانه سازنده و نوع میلگرد معلوم شود.
هر یک از بسته های میلگرد باید دارای حداقل دو پلاک فلزی باشد که بر روی هر یک از پلاک های مزبور مشخصات زیر بصورت خوانا حک و یا بصورتی که نتواند مخدوش شود نوشته شده باشد:
- شماره بسته
- نوع میلگرد(س ۲۴۰، آج۳۴۰،…)
- نمره میلگرد(قطر اسمی میلگرد بر حسب میلیمتر)
- وزن بسته (بر حسب کیلوگرم)
- شماره ذوب یا بهر
- نشانه تاییدیه کنترل کیفیت از سوی کارخانه سازنده
- نام یا نشانه تجارتی کارخانه سازنده
- علامت استاندارد ملی ایران
گواهینامه فنی محموله میلگرد
هر یک از محموله های میلگرد بیش از ۲۵ تن باید دارای گواهینامه فنی صادره از طرف تولید کننده باشند و این گواهینامه همراه محموله به مصرف کننده تحویل شود. قید موارد زیر در گواهینامه فنی الزامی است:
- نام و نشانی کارخانه سازنده
- شماره گواهینامه
- تاریخ صدور گواهینامه
- علامت مشخصه نوع میلگرد
- شماره ذوب یا بهر
- نمره یا قطر اسمی میلگرد
- طول اسمی شاخه ها
- تعداد بسته ها
- مشخصات فنی شیمیایی شامل ترکیبات شیمیایی و کربن معادل
- مشخصات مکانیکی میلگرد
- رنگ انتخابی برای مقطع میلگرد
- نوع علامت حک شده و به کار رفته بر روی پلاک های الصاق
ضوابط حمل و نقل، انبار کردن و نگهداری میلگرد
- میلگرد های فولادی را باید در محل های تمیز و عاری از رطوبت و گل و خاک و سایر آلودگی ها نگهداری کرد تا از زنگ زدگی و کثیف شدن سطح آنها جلوگیری شود.
- از هر نوع صدمه مکانیکی یا تغییرشکل پلاستیک،نظیر بریدگی و ضربه و … جلوگیری شود.
- میلگرد های پوسته شده باید به روش ماسه پاشی رفع عیب شوند و استفاده از برس سیمی و سایر روش های مشابه مجاز نیست.
- میلگردها باید به روشی حمل و انبار شوند که دچار خمیدگی بیش از حد نشوند.
- میلگردها نباید بطور مستقیم بر روی زمین انبار شوند.
- میلگردها باید بسته به قطر و رده آنها، بصورت مجزا انبار شوند.
- میلگردهایی که هنوز بریده یا خم نشده اند باید به گونه ای انبار و نگهداری شوند که برچسب و علامت کارخانه سازنده فولاد بر روی آنها قابل رویت باشد.
- میلگردها باید به نحوی تخلیه شوند که هم به کارگران صدمه نزنند و هم خود صدمه نبینند.