آهن رجال | بازار آهن ایران
قمیت میلگرد | قیمت آهن | قیمت نبشی و ناودانی | قیمت محصولات مفتولی | قیمت قوطی و پروفیل | قیمت ورق | مهندسین مشاور ساختمانآهن رجال | بازار آهن ایران
قمیت میلگرد | قیمت آهن | قیمت نبشی و ناودانی | قیمت محصولات مفتولی | قیمت قوطی و پروفیل | قیمت ورق | مهندسین مشاور ساختمانتجهیزات آرماتوربندی
انواع تجهیزات آرماتوربندی
تجهیزات آرماتوربندی مورد استفاده در کارگاه های آرماتور بندی به دو دسته کلی تجهیزات مکانیکی و برقی تقسیم می شوند که امروزه از تجهیزات مکانیکی کمتر استفاده شده و تقریبا اکثر عملیات بر روی میلگرد شامل خم و برش میلگرد توسط دستگاه های برقی انجام می شود.
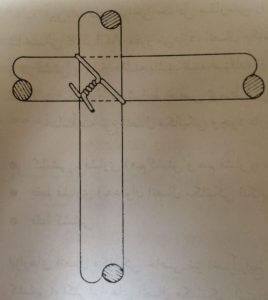
۱- دستگاه برش میلگرد
میلگردها برای اعضا بتن مسلح اکثرا از شاخه های ۱۲ متری یا کلاف برش داده می شوند. روش برش میلگرد به دوصورت سرد و گرم امکان پذیر است که امروزه استفاده از روش گرم برای برش که توسط دستگاه هوابرش انجام می شود در حال منسوخ شدن می باشد، لذا استفاده از روش سرد بایستی توسط دستگاه های مکانیکی ویا برقی صورت گیرد.
ماشین برش برقی یکی از تجهیزات آرماتوربندی پرکاربرد می باشد. استفاده از این ماشین باعث سرعت و دقت در برش میلگرد می شود. هدایت این ماشین توسط پدال پایی انجام می شود و ظرفیت برشی آن ها بستگی به قدرت موتور و تیغه برش دارد. در شکل زیر نمونه ای از دستگاه برش برقی میلگرد نمایش داده شده است.

۲- دستگاه میلگرد خم کن برقی
دستگاه خم کن برقی به عنوان یکی از تجهیزات آرماتوربندی پرکاربرد در کارگاه های ساختمانی وظیفه خم کردن میلگرد ها با قطر های مختلف را به شکل های مورد نظر بطور سریع، آسان و با دقت بالا برعهده دارد.
این ماشین ها دارای یک موتور برقی هستند که صفحه گردان را در جهات مختلف می چرخاند و حرکت و کنترل آن توسط پدال پایی انجام می شود.
در روی صفحه گردان و صفحه اصلی میز، تعدادی سوراخ ایجاد کرده اند که با قرار دادن غلتک های فلزی مناسب در سوراخ ها و عبور میلگرد ها از بین غلتک ها، هر نوع خمی که بخواهند را در میلگردها ایجاد می کنند.
شکل زیر یک نمونه از دستگاه خک کن برقی را نشان می دهد.

۳- دستگاه خاموت زن
از این دستگاه برای تولید خاموت با ابعاد مختلف استفاده می شود.عملکرد این دستگاه تا حد زیادی شبیه دستگاه خم میلگرد می باشد و بصورت پدال پایی مورد استفاده قرار می گیرد.
این دستگاه نیز به عنوان یکی از تجهیزات آرماتوربندی پرکاربرد در کارگاه های ساختمانی استفاده می شود.شکل زیر نمونه ای از دستگاه خاموت زن پدالی می باشد.

محاسبات سرانگشتی آهن آلات
نسبت های مفید ساختمانی (سرانگشتی) در رابطه با آهن آلات
محاسبات سرانگشتی آهن آلات یک روش تقریبی مناسب جهت برآورد سریع میزان آهن آلات مصرفی در پروژه های ساختمانی می باشد.
همانطور که میدانیم محاسبه دقیق متره و آنالیز مصالح مصرفی در ابتدای فعالیتهای ساختمانی نیازمند ارایه نقشه های سازه و تکمیلی می باشد و مضاف بر اینکه متره و برآورد دقیق نیاز به صرف وقت و هزینه است بنابراین استفاده از محاسبات سرانگشتی که قبلا و طی تجربه متخصصین در پروژه های متعدد بدست آمده راهگشای بسیار خوبی جهت برآورد اولیه با تخمین ۹۰ درصدی برای فعالان و سرمایه گذاران در صنعت ساختمان میباشد.
امروزه سرعت عمل و محاسبات سرانگشتی آهن آلات مصرفی در پروژههای ساختمانی، باعث تخمین و آنالیز سریع در قراردادها و برآوردهای اولیه پروژه به حساب می آید.
۱-در یک سازه بتنی, محاسبات سرانگشتی رابطه وزن آرماتور مصرفی با مساحت زیربنا چیست؟
بین ۴۰تا ۵۳ کیلوگرم بر مترمربع بسته به پروژه برای سازه های بتن آرمه تیرچه و بلوک
مثال: برای یک ساختمان مسکونی با مساحت ۵۰۰ مترمربع زیربنا مقدار میلگرد مصرفی اینگونه محاسبه میشود:
۵۰۰*۴۰=۲۰۰۰کیلوگرم
۲-محاسبات سرانگشتی نسبت وزن میلگرد مصرفی فونداسیون به ازای هر مترمربع زیربنا چقدر می باشد؟
بین ۸ تا۱۲ کیلوگرم برمترمربع زیربنا
۳-نسبت وزن میلگرد مصرفی فقط در ستون ها به زیربنا چقدر می باشد؟
بین ۱۲ تا ۱۸ کیلوگرم برمترمربع زیربنا
۴-نسبت وزن میلگرد حرارتی به زیربنا؟
۱کیلوگرم برمترمربع زیربنا
۵-نسبت وزن میلگرد سرتیرچه (ممان منفی)؟
۱تا ۱٫۲کیلوگرم برمترمربع زیربنا
۶-نسبت وزن میلگرد در تیرچه به زیربنا؟
بین ۶ تا۸ کیلوگرم برمترمربع زیربنا
۷-محاسبات سرانگشتی میلگرد مصرفی در یک سازه بتنی با سقف دال دو طرفه چه میزان می باشد؟
بین ۶۰ تا ۸۵کیلوگرم برمترمربع زیربنا
۸-محاسبات سرانگشتی آهن آلات مصرفی در یک سازه فلزی چقدر برآورد می شود؟
بین ۸۰تا ۱۲۰کیلوگرم بر مترمربع زیربنا
۹- محاسبات سرانگشتی میزان سیم آرماتوربندی و قالب بندی مصرفی در اسکلت بتنی؟
به ازای هر تن میلگرد مصرفی ۸ کیلوگرم سیم آرماتوربندی و به ازای هر ۱۰۰مترمربع زیربنا ۱۰ کیلوگرم سیم قالب بندی می باشد.
نکته قابل توجه: کلیه نسبت های محاسبات سرانگشتی آهن آلات مصرفی در ساختمان که در این مقاله به آنها اشاره شده است بر اساس تقریب بدست آمده از پروژه های مختلف می باشد و جهت دست یافتن به مقادیر دقیق نیاز به متره و برآورد دقیق آهن آلات برمبنای نقشه های سازه می باشد.
رواداری میلگرد
رواداری میلگرد در بریدن و کارگذاشتن
 رواداری
رواداری
رواداری میلگرد به مفهوم میزان انحراف مجاز موقعیت میلگرد نسبت به محل های تعیین شده در نقشه ها می باشد.
تمام میلگردها باید بر اساس اندازه و اشکال مشخص شده در نقشه ها و دستورالعمل ها بریده شده و دقیقا در محل های مورد نظر به نحوی نصب گردند که در طول عملیات بتن ریزی و تراکم هیچگونه تغییری در محل آنها احداث نشود.
بریدن و کارگذاردن آرماتور باید در حد رواداری های مندرج در مشخصات فنی خصوصی و سایر مدارک قرارداد صورت گیرد.
انواع رواداری بریدن میلگرد
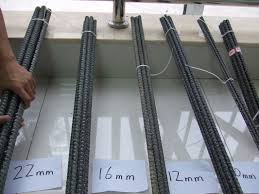
- طول میلگرد ۲۵ میلی متر (افزایش یا کاهش)
- مجموعه ابعاد خاموت ۱۲ میلی متر (افزایش یا کاهش)
- خمها ۲۵ میلی متر (افزایش یا کاهش)
انواع رواداری بستن و کارگذاشتن میلگرد
کاهش ضخامت پوشش بتن نسبت به مقادیر تعیین شده در نقشه ها، حداکثر ۸ میلی متر است و در هیچ مورد نباید ضخامت پوشش از ۲/۳ میزان تعیین شده کمتر شود.
انحراف موقعیت میلگرد ها نسبت به محل های تعیین شده در نقشه ها، برای قطعات خمشی، دیوارها و ستون ها به شرح زیر است:
- برای بعد کمتر و مساوی ۲۰۰ میلی متر ۸ میلی متر (افزایش یا کاهش)
- برای بعد بین ۲۰۰ میلی متر تا ۶۰۰ میلی متر ۱۲ میلی متر (افزایش یا کاهش)
- برای ابعاد بزرگتر و مساوی ۶۰۰ میلی متر ۲۰ میلی متر (افزایش یا کاهش)
انحراف فاصله جانبی بین میلگردها نسبت به فاصله مشخص شده در نقشه ۳۰ میلی متر (افزایش یا کاهش) می باشد.
انحراف موقعیت طولی خم ها و انتهای میلگرد ها، ۵۰ میلی متر (افزایش یا کاهش) می باشد.
انحراف موقعیت طولی خم ها و انتهای میلگردها در انتهای ناپیوسته قطعات ۲۰ میلی متر (افزایش یا کاهش) می باشد.
بازرسی و نظارت
قبل از شروع عملیات نصب و جا گذاشتن آرماتورها دستگاه نظارت قالب ها را از نظر ابعاد، محل و رقوم، مورد بازرسی و کنترل قرار خواهد داد. قبل از بتن ریزی، عملیات بستن و کارگذاشتن آرماتورها از نظر قطر، تعداد، شکل، فواصل و استحکام با توجه به ضوابط و رواداری های مجاز کنترل می شود. پس از اطمینان از اجرای صحیح، دستور بتن ریزی صادر خواهد شد. مندرجات آیین نامه بتن ایران در مورد بازرسی و نظارت بر عملیات تهیه، حمل و نصب آرماتورها در بتن آرمه، اجباری است.
آهن باکس مرجع آنلاین قیمت میلگرد
اورلب میلگرد
روش های اورلب میلگرد
اورلب میلگرد به سه روش انجام می شود:
- وصله های پوششی
- اتصالات مکانیکی
- وصله های جوشی
وصله های پوششی: معمول ترین روش وصله آرماتورها در صورتی که شرایط اجازه دهد و کلیه ملزومات ارضا گردد، استفاده از وصله پوششی است. آرماتور ها ممکن است در تماس با هم باشند یا از هم فاصله داشته باشند.
نحوه اورلب میلگرد در تماس با هم بدلیل اینکه توسط سیم آرماتوربندی در مقابل جابجایی حین بتن ریزی استحکام بیشتری دارند، ترجیح داده می شود. در وصله پوششی(نحوه اورلب بدون تماس)، آرماتورها نباید فاصله زیادی از هم داشته باشند تا بین آنها ترک زیگزاگی ایجاد نشود.
آیین نامه های طراحی و مشخصات فنی فاصله آرماتورها را در این روش اورلب کردن محدود می نمایند. به عنوان مثال طبق آیین نامه جدید ACI318 فاصله مذکور نباید از یک پنجم طول وصله و نه از ۱۵ سانتی متر تجاوز نماید و همچنین فاصله حداقل بین میلگرد ها در محل تماس در این روش ۵ سانتی متر می باشد.
 وصله پوششی
وصله پوششی
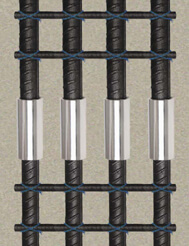
اتصالات مکانیکی: هنگامی که اورلب به روش وصله های پوششی غیر اقتصادی ویا غیر عملی(به دلایلی مانند زیاد بودن طول اورلب، محل درزهای اجرایی وغیره) باشد، باعث تراکم یا مسائل خاصی در آرماتورگذاری شود می توان از اتصالات مکانیکی استفاده نمود.
ابزارهای اتصال مکانیکی در دسترس برای اتصال به این روش عبارتند از:
- پیچ کردن
- غلاف های جفت کننده پر شده از فولاد
- غلاف های جفت کننده پر شده از گروت
- درگیر کردن یا اصطکاک

وصله های جوششی:آیین نامه های طراحی مقاومت لازم برای روش اورلب میلگرد بصورت وصله جوششی را تعیین نموده است. برای فولادهای دارای ترکیبات شیمیایی متفاوت روش های مختلف جوشکاری وجود دارد، زیرا حرارت جوشکاری اثرات متفاوتی بر روی هر کدام دارد.روش لازم برای جوشکاری جهت تامین جوش های سالم و بدون ترک بستگی به ترکیبات شیمیایی آرماتورها دارد. روش مناسب برای یک نوع ترکیب شیمیایی می تواند برای ترکیب دیگر از همان رده مقاومتی فولاد کاملا نامناسب باشد.لذا قبل از انتخاب روش جوشکاری تعیین ترکیب فولاد یک ضرورت اساسی است.

معمول ترین روش جوشکاری دستی در کارگاه، جوش قوس الکتریکی است. حرارت جوشکاری توسط قوس الکتریکی بین آرماتورها و الکترود تامین می شود. الکترود مصرفی باید با دقت انتخاب شود.جوش مقاومتی فقط در ساخت آرماتورها در کارخانه بخصوص شبکه سیمی جوش شده و شبکه های میلگرد مورد استفاده قرار می گیرد.اتصال میلگردها از طریق جوشکاری با روش های مختلف مانند جوش نوک به نوک، خمیری یا جوش ذوبی با الکترود با دستور و موافقت قبلی دستگاه نظارت مجاز می باشد.
نکات کارگاهی در مورد اورلب میلگرد
- محل اورلب میلگردهای تحتانی قطعات خمشی مانند تیرهای سقف در یک سوم کناری ازبر تکیه گاه تیر و اورلب میلگرد های فوقانی قطعه خمشی مانند تیرهای سقف در وسط دهانه یا یک سوم میانی بایستی اجرا گردد.
- در صورت مشخص نشدن طول اورلب در نقشه های اجرایی حداقل طول اورلب بایستی به اندازه ۵۵ برابر قطر میلگرد اجرا گردد.
نحوه آرماتورگذاری در قطعات بتنی
آرماتورگذاری یا بعبارتی دیگر جاگذاری دقیق آرماتورها در قطعات بتنی دارای اهمیت زیادی است. آرماتورها باید در موقعیت صحیح خود مطابق نقشه های طراحی محکم شده، قبل از بتن ریزی بسته و نگاه داشته شوند و در مقابل جابجایی، در محدوده رواداری های تعیین شده در مشخصات پروژه مهار گردند.
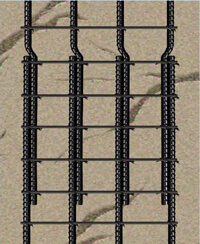
معمول ترین طریقه بستن میلگردها به یکدیگر در مبحث آرماتورگذاری، استفاده از سیم آرماتوربندی است. معمولا سیم نرم شده به قطر حدود ۱ تا ۱/۵۰ میلی متر مورد استفاده قرار می گیرد و حدود ۸ تا ۱۰ کیلوگرم سیم به ازای هر تن آرماتور مورد نیاز است.
در آرماتورگذاری به منظور جلوگیری از جایجایی، آرماتورها در نقاط تقاطع کافی به یکدیگر بسته می شوند و نیازی به بستن سیم در همه تقاطع ها نمی باشد. بستن سیم های آرماتوربندی فقط به منظور نگهداری آرماتورها قبل از بتن ریزی است و هیچ افزایش مقاومتی برای سازه ایجاد نمی نماید.
یک نمونه از وضعیت بستن میلگردها توسط سیم بصورت اصولی در شکل زیر نشان داده شده است.
مشخصات فنی پروژه باید شامل ضوابطی برای حمل، انبار و آرماتورگذاری میلگرد های پوشش دار به منظور به حداقل رسانیدن اسیب به پوشش آنها باشد.همچنین حدود مجاز اسیب ناشی از حمل و نقل و عملیات اجرایی آرماتورگذاری و در صورت نیاز تعمیر پوشش آسیب دیده نیز باید مشخص گردد. ضوابط مربوط به این موارد نیز در آیین نامه ACI301 ارائه شده است.
تمیزکردن آرماتورها قبل از بتن ریزی
آرماتورها را قبل از بتن ریزی و پس از مرحله آرماتورگذاری باید از موادی چون گل و لای، روغن و سایر مواد خارجی که ممکن است پیوستگی آن را با بتن کاهش دهد، پاک نمود. آثار کارخانه ای و یا لایه نازک زنگ روی آرماتور معمولا قابل ملاحظه نیستند.
زنگ های پوسته ای و ورقه ای جدا شده را که در پیوستگی تاثیر می گذارند باید با خراشیدن و اعمال ضربه(نظیر انداختن، چکش زدن، لرزاندن)، برس زدن یا درصورت امکان با ماسه پاشی، از روی آرماتورها زدود.لازم نیست به سطح براق فلز برسیم، کافی است پوسیدگی و زنگ های پوسته شده و جدا شده را پاک نمود.
هرگونه خاک و گل روی آرماتور باید با شست و شو از سطح آن پاک شود. ملاتی که کاملا سخت به آرماتور چسبیده و نمی توان با برس سیمی و با شدت آن را جدا نمود، نیازی به پاک کردن ندارد و می تواند بر روی آرماتور باقی بماند.
با استفاده از مشعل گاز پروپان می توان روغن و گریس را از سطح آرماتور پاک نمود اما باید دقت کرد آرماتورها بیش از حد حرارت داده نشوند. همچنین می توان چربی ها را با ماده کروزین یا همان نفت سفید یا گازوئیل باا احتیاط لازم در کاربرد این مواد، پاک نمود.
به هنگام روغن کاری سطح قالب ها، ممکن است روغن روی آرماتورها بچکد لذا لازم است که در مبحث قالب بندی پس از آرماتورگذاری دقت بیشتری انجام شود. به هر حال اگر روغن قالب تبخیر شود یا لایه بسیار نازکی پوشش شود چندان مضر نیست اما اگر پوشش ضخیمی از روغن روی آرماتور ایجاد شود باید پس از آرماتورگذاری و قبل از بتن ریزی آنها را پاک نمود.
مبحث آرماتورگذاری یکی از مسائل مهم اجرایی در ساخت قطعات بتن آرمه می باشد که قصور در انجام آن و عدم رعایت ضوابط و اصول صحیح آرماتورگذاری می تواند در مقاومت و پایایی قطعات ساخته شده تاثیرات سوئی بجا گذارد.